 |
公 司:河北智捷机械有限公司
地 址:河北省献县工业区
联系人:朱经理
电 话:0317-4648668
传 真:0317-4648668
邮 箱:327665372@qq.com
手 机:18713061666 13231788111
邮 编:062250
网站来源:托辊设备、托辊生产设备 |
|
|
|
 |
--技术参数 |
|
|
| 托辊设备竞争中求发展 |
托辊设备竞争中求发展。河北智捷机械有限公司常年生产供应托辊设备、托辊生产设备等,价格实惠,质量保证,详情登录:www.shengli68.com
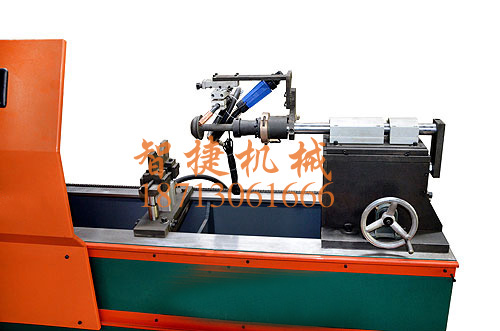
托辊焊接是指托辊辊皮与冲压轴承座之间采用CO2气体保护焊焊接,从托辊的技术要求衡量,采用焊接工艺是不恰当的。 图1是DTⅡ型托辊辊体的设计图,两端轴承座A-B同心度Φ0.03 ,采用 CO2气体保护焊焊接,显然是保证不了同心度的。 钢材在焊接时熔化,钢的熔化温度1500℃左右,在这个温度下,轴承座和辊皮产生较大的热变形。产生较大变形的原因主要有三点,其一是轴承座、辊皮厚度范围3-5mm,属于轻薄件,温度扩散较慢产生变形,其二是焊接工艺是逐渐焊接的过程,轴承座和辊皮在焊接过程中温升不均匀产生变形,其三是冲压轴承座一般不消除应力,受热后应力释放产生变形。总之,多种变形叠加,造成托辊阻力增加,降低了托辊寿命,增大了功率消耗。 图1 DTⅡ辊体 从加工角度说,辊皮是精度比较高的加工件,如图2,冲压轴承座有些企业为了提高质量,也要进行二次机加工,在零件质量达到IT9精度的情况下,再用焊接工艺焊接显然也是不匹配的选择。
上一条:托辊设备量大优惠
下一条:托辊设备的特点 |
|
|
|
|